Comminution: The key to optimizing concentrate, grade and recovery
By Arsalan Ahmad ¹ & Chinedu Francis Anochie ²
1.0 Introduction:
There are mainly two major sources of metallic and non-metallic materials (Fe, Cu, Al, C, S) viz. primary and secondary. The primary is primarily associated with extracted natural resources in which mineral aggregates are gotten from the ore. In secondary sources metals and other valuable elements are gained from scraped or recycled materials. Since the industrial revolution, there has been a massive demand for different metals in different industries, such as construction, heavy metals, machine manufacturing, chemicals. The abrupt and enormous transformation of these industries has created dramatic requirements for metal and minerals. Indirectly, the more needs for primary resources as the enormous demands of metals and minerals cannot be fulfilled by the limited secondary resources. That is why the extraction of minerals and metals has been augmented from direct natural reserves for many decades. One of the major areas which help to encourage efficient mineral processing activities is the heart of ore dressing called size reduction or comminution stated by Oswer. (May 2012).
In crystalline-inorganic mineral ore, the structure consists of more than one chemical element, rock types and even moisture. In other words, the basic chemical structure in the form of different minerals, or the gangue, which is collectively known as mineral ore, is depicted in Figure 1. Ore is a mixture of minerals, including other unnecessary impurities named gangue as demonstrated by Oswer. (May 2012).

Figure. 1 Ore sample (Mining-technology)
Kapadia, S. (2018); Wills, B. and Napier‐Munn T. (2006 a)
The term “Size” for mineral ores is defined as “physical dimension of the mineral particle” while “Reduction” refers to “decrement” or “the process of decreasing the size” (Richardson et al., 2002). Hence, the “Size Reduction” is explained in terms of converting minerals from a larger size, or shape of a higher level to that of a minute one. Therefore, this helps in reducing the size of the material. Furthermore, the operation is carried out to decrease the size of bigger particles into smaller ones of the desired size and shapes via various external forces (Richardson et al., 2002; Swain A.K et al., 2011). Comminution is one of the first and significant activities in ore dressing. It liberates two or more valuable minerals from each other and frees them from worthless concentrates (gangue). It is a generic term for size reduction, as shown in Figure 2.

Figure: 2 Comminution (Size-Reduction)
Technically, comminution helps to disintegrate the precious constituents of an ore from the worthless materials (gangue). Comminution serves to liberate the minerals from their interlocked physical states. Generally, it starts with crushing the bigger ore particles to a certain size and dimension, and ends with grinding the reduced materials into powder. Be it mine-to-mill reduction or crushing and grinding of ore particles, comminution improves the surface area of mineral particles. This process dramatically improves separation efficiency in minerals as magnetic particle separation, mineral flotation, optical sorting, microbial activities, and every other form of separation technique can be easily achieved. “Thus, by reducing comminution size, it tends to create a much larger surface area for mineral particles which becomes advantageous in several processes such as leaching, froth flotation, etc.” (Swain A.K et al., 2011).
Comminution also reflects the economic value of ores. By optimizing the breaking down of ore particles, the possibility of having middlings or gangue particles is significantly reduced in recovered valuable concentrates. The subsequent process leads to an improved grade of recovered valuable concentrates, thereby validating the essential benefits of size reduction in every stage of mineral processing. “As it is this process that achieves separation of values from gangue, it is also the process that is essential for efficient separation of the minerals, and it is often said to be the key to sound mineral processing” Wills, B. and Napier‐Munn T. (2006 a) p. 125; Wills, B. and Napier‐Munn T. p. 125 (2006 b). Comminution techniques focus on changing the raw materials to easy and manageable feed for upcoming separation or various ore carriers (mining site to market).
Poor size reduction operations also lead to loss of precious materials (ores, minerals, and metals) in gangue particles. Effective comminution thereby cuts across every stage of the mineral processing pathway. As modern research and attempts are geared towards promoting innovation and sustainability in the mineral resources value chain, comminution is critical to achieving these necessary objectives. Further sections of this expository work discussed comminution in detail, its influence on mineral grade and recovery, and environmental and raw materials sustainability. Recent technological advancements were also discussed in comminution, and finally, recommendations were made where necessary for best size reduction practices in the future.
2.0 How is Mineral Comminution Achieved?
After analyzing minerals by Geologists, ore samples need size reduction from bulk to required diameters to get separated from the waste material. This reduction of size is attained via a series of progressive crushing and grinding operations. In crushing, generally, the large diameter rocks are fed into the crusher in which the large rock is cut into further small pieces from the size ranges of a few centimeters to millimeters. Subsequently, the smaller aggregates are separated from the oversized particles through the aid of screens. The undersize or ore particles of desired sizes after crushing are now the feed for the following process, which is named grinding. Grinding is one of the most important parts of the whole mineral beneficiation process. Mainly the internal grinder structures consist of various grinding media such as metallic rods, balls, etc., for the size reduction of particles (Clarence H. and Lorig H. G., March 2017). The passing of mineral aggregates through the media results in considerable changes in relatively big rotating uniaxial tumbler (ball mill) under gravity’s significant impact. The subsequent screening as per the needs at different steps can be followed by crushing and grinding. The different diameter holes in sieve analysis separate the material into various sizes. Further in the process, the resulting aggregate is mixed with liquid chemicals to remove unimportant gangue through a range of separation techniques. The separation or concentration can be easily performed by color, density, magnetic, electric, and other aggregate properties. Finally, flotation, filtration, thickening, dewatering, and drying methods create the mineral identical and steady for different uses (Drzymala, J., 2007).
Generally, in the comminution operation’s initial process, the mineral does not lose its fundamental physical and chemical originality. In it, the size of mineral particles changes through different operations, which are named unit operations. These basic operations fulfil the needs of the market, changing the minerals into more acceptable products without varying nature (Lewis et al., 1976). In all operations, mineral beneficiation is performed by crushing and then grinding with the different major equipment. The massive particles are then passed through rigid surfaces (jaws, rollers, etc.), where pebbles get hammered, compressed, and squeezed, then broken into small pieces. These fragments further move towards different machinery with definite desirable size opening and again pass under intense breakage and are converted into tiny particles. Hence, in mineral processing or extractive metallurgy, such kind of unit operations are technically known as comminution.
2.1 Why is mineral comminution significant?
The two significant comminution objectives involve liberation, and the preparation of mineral surfaces for separation and/or extraction. The first liberation is needed to free up the complex and interwoven minerals in the primary ore into various individual particles or components. The next operation helps in adjusting the particles’ size to adapt to the desired dimensions for other subsequent processes (Swain A.K et al., 2011). These are basics to receive solids of desired size (or size ranges) or specific surfaces. Moreover, it is also of significance to break apart minerals intimately in contact with each other. Therefore, accordingly, the power consumption requirements are computed, and pieces of equipment are designed. Hence, comminution is usually done in order to promote the surface area of reduced and liberated minerals. This serves to enhance the area of solid mineral particles in contact with the liquid or solid phase around it during separation and extraction operations, enhancing the chemical interaction, dissolution, enrichment, etc. of the minerals and the separation agents employed (Swain A.K et al., 2011).
2.2 Comminution Types/Methods & Mechanisms:
There are different breakage patterns/methods through which the size reduction can be achieved (Brown G.G. and Associates, 1995). These processes are highlighted below;
Impact: The mineral particles break by single rigid force,
Compression: Two rigid forces disintegrate the ore particles.
Shear: The mechanism in which fluid or particle to particle interaction is employed in ore disintegration.
Attrition: arising from the ore/mineral materials interacting with two hard surfaces.
There is also the non-mechanical disintegration arising from the introducing comminution energies in the form of; thermal shock, explosive shattering, cryogenic crushing, etc.
2.2.1 Breakage Mechanism:
Depending on the breaking phenomena, one can majorly classify them into two mechanisms: volume and surface (Swain A.K et al., 2011).
Volume Phenomena:
It is a phenomenon in which parent particles, as depicted in Figure 3 (a), possessing irregular shapes due to specific breakage patterns (Impact, Compression, etc.) reach their elastic limit as shown in Figure 3 (b), and is then, fractured into smaller particles as shown in Figure 3 (c). Therefore, the larger particle no more exists in its bulk form and is transformed into smaller particles of small volumes. This is a volume phenomenon.
Surface Phenomena:
As shown in Figure 3(a), the sharp-edge parent particles have angular corners because of breakage patterns, i.e. shear or attrition turn into smooth edges. There is no considerable change in volume or size during the process; only the surface structures are changed and become smooth, as exhibited in Figure 3 (d).
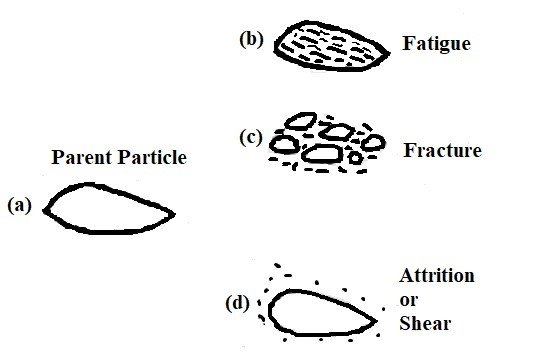
Figure: 3 Breakage Mechanism (Narayanan, C. and Bhattacharyya B.,1992) (a) Parent Particle before Breakage (b) Starting of Volume Phenomenon (Elastic Limit) (c) Volume Fracture (d) Surface Phenomenon.
3.0 Effect of comminution in mineral liberation:
Comminution or size reduction requires a very high amount of energy. As per specific estimation, the energy required to get the mineral ore to the powdery form ranges from 5kwh to 25 kWh per tonne depending on types of equipment and characteristics of ore particles (hardness, strength, etc.) (Wills, B. and Napier‐Munn T., 2006 a); Wills, B. and Napier‐Munn T.,2006 b). In most cases, comminution is always the initial stage in ore dressing as it aids in reducing the size of the ore particles, and in liberating the minerals of interest from the gangue materials. The minerals are found in nature, consisting of agglomeration of the various particles of another aggregate. When there are single mineral particles agglomeration, it is named as “Free Particles’,’ and if there are more different kinds of particles, these are together called “Locked Particles” (Richardson et al., 2002). By reducing size, the main goal for liberation is to unlock the rich mineral particles from the waste gangue. Usually, unlocking mineral aggregate is related to the function of the degree of mineral liberation. The ratio of the total fraction of the minerals present as liberated particles in an ore to that of the total materials contained in it is referred to as “Degree of Liberation” (Drzymala J., 2007 ; Gross J.,1938).
Hence, more liberated particles are more likely to get free from one another, and more individual minerals to be available in massive formation. Therefore, by converting the small size in comminution, it tends to form a very high surface area for mineral particles which becomes very beneficial (a key to concentrate and recovery) in several techniques such as froth flotation, leaching. For example, in the leaching process, the tiny ore particles present in powder form a large and effective surface area. This is more likely to be dissolved in alkali or acid, which is then transformed into a rich solution and influences subsequent methods.
Moreover, from the literature (Drzymala, J., 2007) it becomes evident that the comminution process generates a large surface area. The breakage of particles evolves new surfaces that are more active and easily prone to chemical (or physical) reactions as any geological process does not weather these surfaces.
The manner in which mineral particles are liberated from each other significantly affects their grade and recovery. For instance, a very high degree of liberation may lead to the minerals of value being reduced to ultrafine particles (slimes). These particles tend to report to gangue concentrates during mineral separation, reducing the quality and quantity of valuable raw materials. Also, magnetic minerals such as iron ores that undergo magnetic separation do not require a high degree of liberation. As such, to optimize concentrate recovery and grade, optimizing mineral liberation is highly important. Ozgan and Benzer (2013) investigated the effect of impact and bed breakage comminution mechanisms on the degree of liberation and particle size distribution of two different copper ores. The results from their study showed that the compressive bed breakage mechanism gave a more acceptable product particle size distribution and provided better mineral liberation than the impact breakage mechanism. Also, similar work on a magnetite-rich ore using SFC and HFGR comminution methods showed similar results with the HFGR resulting in a slightly higher mass and iron recovery (Swain A.K et al., 2011).
Mineral liberation can be achieved in stages and are illustrated below;
ROM ore → Blasting → Grinding
ROM ore → Crushing → Grinding
The two pathways denote the mine-to-mill and the conventional Crushing and grinding routes of comminution. Whichever method is adopted, excellent liberation leads to the best mineral separation and extraction processes.
3.1.1 Crushing
Crushing is the initial stage in comminution where big lumps of ore from natural reserves are being crushed into a standard size (25mm) from its larger size. The process of screening is also followed by crushing in an earlier stage. Crushing reduces the ROM ores to a size of about 25mm. It is the first stage of mineral liberation and is vital to prepare the ore for subsequent milling during the grinding stage. At every step, oversize ore fragments, which are not effectively crushed into the required size, are transmitted for re-crushing by process circuit (closed), and undersize is forward to the next size reduction operation. The way the ore is crushed also affects grade and recovery. For instance, poor crushing will result in many oversizes. These oversize may contain a high percentage of the minerals of interest, thereby adversely affecting the recovered ones’ economic value.
Basically, in the comminution process, a big rock is crushed into fragments by colliding against certain media, e.g., steel rods, balls, etc., or with the machine or other particles. As the reduction of size proceeds, the number of particles enhances, thus requiring more collisions per unit mass (Drzymala, J., 2007). The capacity of comminution equipment (which is the total kg of material handled per unit time) of original dimensions affects the breaking down of the mineral particles. Therefore, many of the ore particles have to remain in the miller for a much longer time to receive enough collisions and receive the required degree of size reduction. There is hardly any equipment that has enough capacity to automatically adjust itself to changing requirements of collision and particle contact in practice. In industrial operations, that is why it is the most significant need to perform size reduction in at least three different subsequent stages (Swain A.K et al.,2011).
The process of Crushing is achieved in three stages:
- Primary Crushing: Coarser size reduction (50 to 250 mm or more)
- Secondary Crushing: Intermediate size reduction (25 to 75 mm) and
- Tertiary Crushing: Fine reduction (5 to 15 mm)
3.1.2 Grinding:
In the crushing operation, the valuable mineral is liberated to a certain level. However, few of the particles are still combined with gangue materials. Therefore, the particle size requires further intense crushing steps, which are named milling or grinding. In the milling stage, the under-size from the crushing process is the feed (Inoue, T. 2009). Grinding is the next stage after crushing, and it is very energy-intensive. During this stage, crushed ores are reduced to smaller or refined particle sizes. The level of effectiveness realized during mineral separation hugely depends on grinding. Are the size and geometry of the ground ores optimum for physical or chemical reactivity? Are the percentage of minerals existing as locked particles or middling high in the ground ore? These and many other vital questions are vital for optimizing grade and recovery in ore dressing plants. Grinding in mineral processing is achieved using rod mills, ball mills, SAG mills, etc.
3.2 Effect of comminution in mineral separation:
Separation, also known as concentration, involves the removal of a mineral from others. Depending on the physical, physicochemical, and chemical properties, many techniques are employed in separating minerals. The effect of comminution in mineral concentration cannot be overemphasized. For instance, during mineral flotation, the reagents’ ability to perform their selective activation and depressive functions rely heavily on the liberated minerals’ particle size. Suppose the minerals are coarse, poor separation efficiency results. Over grinding of ores also has its limitations. In Lie et.al. (2018), tried to compare the effect of different comminution techniques on hematite ore samples. For the first sample, a High Pressure Grinding Roll (HPGR) was used for the crushing, followed by sieving and successive grinding in a ball mill. For the second sample, HPGR was used, followed by air classification, while option C was treated with a jaw crusher, screened, and subsequently ball-milled. From their results, the recovery rate of the HPGR size reduction and liberation route rose by 4.5 to 5.2 percent, which was higher when compared to the ball milling process (Lie et.al., 2018).
Consequently, the best practice is to tailor the mineral’s breaking down to suit any separation technique that would be used.
3.3 Effect of comminution on raw material sustainability:
In today’s world, raw material sustainability is one of the major orders of the day. The Paris agreement for a smart and sustainable society by 2030 has made this concept more important than ever. Previous research has shown that size reduction plays a crucial role in the sustainable processing and management of precious minerals and materials.
By optimizing comminution processes, the best grade and recovery relationship can be achieved during mineral separation and extraction. Comminution ensures that valuable materials are not lost as wastes or tailings and, as a result, promotes sustainable mine to metal production. Also, by optimizing comminution and recovering high-grade concentrates, the trending concept of circular economy aimed at encouraging sustainability in each stage of the raw material value chain will only be most needed in recycling end-of-life products and waste materials. The materials of value in ores would have been recovered during separation and extraction. This will drive sustainability on the only end-of-life products, thereby eliminating the cost, time, energy, and resources utilized in concentrating primary resources that are lost to wastes during mineral processing.
3.4 Effect of Comminution on Environmental Conservation:
Mining wastes and tailings resulting from ore excavation and beneficiation activities contribute to environmental degradation. The number of harmful elements like Hg, As, Cd, and Pb released to the environment highly depends on the comminution process. Effective size reduction and mineral liberation ensure that these toxic but valuable metals are adequately freed from worthless particles. This promotes their extraction and neutralization during extraction and tailings management operations. On the other hand, poor comminution processes imply that these materials will remain in the mine waste. As a result, they end up in human, wildlife, and aquatic habitats causing harm to these environments and promoting biodiversity loss in the process.
4.0 Factors Mitigating Effective Comminution:
4.1 The hardness of Feed Material:
The hardness represents the resistance to scratching, abrasion, or indentation. Therefore, it is a good indication of the mineral’s abrasive nature and its stiffness towards crushing. In general, the comminution of hard materials needs more and more energy for its breakage. That is why longer resistance time (through input) is usually observed (Narayanan, C. and Bhattacharyya B., 1992). Thus, more power for comminuting minerals into the desired size. The robust construction of equipment may also require hard material, which can harm the internal design of a machine. This abnormality in equipment design will adversely affect the disintegration and preparation of mineral surfaces during size reduction.
Hard materials also tend to wear the crusher, rollers, and grinder material. This abrasive characteristic requires more wear-resistant equipment such as manganese steels and sometimes corrosion-resistant materials like Chromium steels (Swain A.K et al., 2011). According to the handling of hard material, there is a necessity to design and construct the wear-resistant material for the equipment to avoid significant wear during operations. Along with them, slow speed is also employed to decrease the wear.
Generally, rigid ore/mineral particles can be grouped into three major components: Soft minerals (gypsum and talc), Intermediate hard minerals (Limestone), and Hard minerals (Quartz and Diamond).
4.2 The internal structure of Feed:
Every individual factual solid material has a particular crystalline structure. The atoms in its crystals are arranged in a repeated geometry (Drzymala, J.,2007) These atomic patterns have a particular type of plane in the crystal named cleavage planes. Breakage occurs when a sufficient amount of pressure is exerted on the rock along with these planes. Viz. Consideration of mica of singles flat scale under certain perpendicular pressure (impact or compression) makes it difficult to break. However, if a parallel pressure pattern (shear or attrition) is exerted, it will be very easily broken out (Drzymala, J.,2007). As for the crystalline structure is a concern, the cleavage planes of feed should be targeted first. When these materials are broken into small fragments, the fragment’s morphology depends on the parent particle’s crystalline structure, i.e., Mica breaks into flat plates while Galena breaks into cubes.
4.3 Moisture Content:
The moisture content in a mineral ore can either promote or hinder effective comminution. In some minerals, moisture levels greater than around 2 to 3 % can lead to clogging of the mill or agglomeration in mineral particles (Swain A.K et al.,2011; Drzymala, J.,2007). On the other hand, the too dry condition may cause an excessive dust formation level in the mill due to more size reduction (Swain A. K et al.,2011; Drzymala, J.,2007). Moreover, a high level of water content above 50% is considered as wet grinding/milling. This process is mainly employed when there is a product requirement in the form of slurry or suspension.
- 4 Temperature Sensitivity of Ore:
The formation of heat during the grinding process may result in the loss of heat-sensitive components. During the reduction of any ore material’s size, some heat is generated during the comminution process, which is harmful to some parts of materials that are heat sensitive. That is why in some cases, cryogenic (low-temperature) comminution is necessary, such as cooling during the grinding process using liquid nitrogen or ice (Swain A.K et al., 2011).
4.5 Modes of Comminution Operations:
4.5.1 Open Circuit Grinding:
It is the simplest horizontal method of operating a mill, as exhibited in Figure 4 (a), in which feed passes from one side of the mill and exists from the other side as a product (product passes straight through it). In some instances, due to large distribution in the sizes of minerals, some of the particles easily pass through the screens while others remain for a longer time frame leading to high energy requirements (Drzymala, J.,2007; Swain A.K et al., 2011).
4.5.2 Free Crushing:
This is similar to a vertical operating method like open circuit grinding, but here particles move freely by gravity. Therefore, the time needed to reduce the particles to the optimum sizes is reduced due to the free fall of the materials as a result of the action of gravity. The particles are passed mainly by singles or few impacts, which cause reduction of undersize products and low energy consumptions.
4.5.3 Choke Feeding:
It is also one type of open circuit method, but here, screens are placed on the discharge end, as in Figure 4 (b). Therefore, discharge of the mineral particles is hindered using an outlet screen. This ensures the particles remain choked in the reduction area until the desired size and dimension is achieved. Furthermore, prolonged size reduction causes the generation of undersized particles and hence additional consumption of energy. On the contrary, this helps to prevent large oversize which have marked positive influence on the reduction ratio.

Figure 4 (a) Open Circuit Diagram and (b) Choke Feeding Circuits
4.5.4 Closed Circuit Grinding:
Another mode of operation is closed circuit grinding as depicted in Figure 4 (c). In this, the feed-in crusher is fed from one end, and the product exists from the other one. The crushed product is screened using the screener; the undersize is the final product (Swain A.K et al., 2011). However, the oversize is again recycled back to the crusher. Therefore, in this type of operation, the oversize particles are processed in a closed-loop (or circuit) until and unless the desired size is achieved. Moreover, the residence time is kept short, but in the process of screening, the classifier system at the outlet separates and recycles oversize mineral ores (Drzymala, J.,2007). It is a more energy-efficient operation consisting of a narrow size of the final product but with a classifier system’s additional cost.
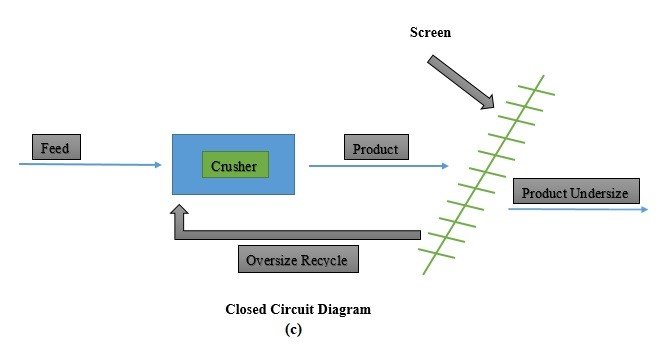
Figure 4 (c) Closed Circuit Diagram
4.6 Energy used in Comminution:
The most critical parameter in comminution is power consumption (energy), which defines comminution equipment’s energy efficiency. The total energy consumed for size reduction is as little as almost 1% of the total energy applied (Narayanan, C. and Bhattacharyya B., 1992). Most of the energy is dissipated in distorting the particles to the elastic limit, compacting particles after fracture, overcoming the friction between the particles, and plastically deforming the grinding surfaces. In this context, maximum energy is dissipated as sound and heat energy. It is interesting to know that a total of 5% of world energy needs go to the deformation and disintegration of particles (Swain A.K et al.,2011). The challenge is to design and construct energy-efficient comminution equipment for maximum utilization of energy.
4.7 Cost of Comminution:
The comminution process consists of the most energy-intensive and costly set of unit operations at mill/mine sites, as depicted in Table 1.
Table 1: Conventional Breakdown of Cost of Comminution (Narayanan, C. and Bhattacharyya B., 1992).
|
Size |
Operations |
Total Comminution Costs in % |
|
Explosive Fracture |
1% |
|
|
Coarse Crushing |
2% |
|
|
Fine Crushing |
20% |
|
|
Grinding |
77% |
4.8 Ore Type/Ore Variability
According to literature (Faramarzi et al.,2019) the intrinsic heterogeneity within an ore domain affects comminution circuits’ performance by increasing the feed characteristics’ rate of changes. The complexity of ores has always been a significant issue in mineral processing. Because of how different minerals link to each other in complex ores, it is pretty challenging to liberate these minerals into their components. Also, low-grade ores pose a much more significant problem as the minute quantities of the minerals of value dynamically interwoven themselves with larger gangues. These complexities have encouraged research on improving flotation and recovery by optimizing certain process parameters such as collector dosage, percent solid, and particle size (Wills, B. A. and Finch J., 2015). The latter is where comminution plays a key role. This area is still very much open for research as the variability in complex ores, and low-grade ores impede the economic and profitable extraction of their valuable contents (Faramarzi et al.,2019).
5.0 Comminution and Technology
The need to reduce energy and cost requirements and to improve liberation efficiency during comminution has led to many technological innovations in the mining industry. One example is the introduction of Autogenous Grinding (AG) and Semi-Autogenous Grinding (SAG) mills in ore comminution. These grinding media help reduce the number of stages needed to reduce ore particles to the desired sizes and encourage cost and energy conservation while improving concentrate recovery and grade.
Before the last two decades, attempts to optimize comminution processes have led to adopting the mine-to-mill size reduction method. This method was developed at Julius Kruttschnitt Mineral Research Centre, Australia. The idea of the mine-to-mill comminution technique is to save cost and energy requirements during comminution by eliminating the crushing stage. According to research by Scott et al. (1992) Table 2 below compares the mine-to-mill method to the conventional crushing and grinding technique in terms of energy and cost requirements.
Table 2: Comparison of the cost and energy requirements of the mine-to-mill comminution method to that of crushing and grinding (Swain A.K et al., 2011).
|
Energy (KWh/t) |
Factor |
Cost per tonne ($) |
Factor |
|
|
Blasting |
0.2 |
1 |
0.15 |
1 |
|
Crushing |
2 |
10 |
0.75 |
5 |
|
Grinding |
20 |
100 |
3.75 |
25 |
From the energy and cost requirements, the blasting and grinding (mine to mill) operations will require a total of 20.2 KWh/t and $ 3.90/t of energy and cost, respectively. However, the crushing and grinding approach will need 22 KWh/t and $ 4.5/t of energy and cost. This depicts that the mine to mill method of comminution technology is the best in energy and cost optimization.
Also, recent studies by (Parapari S.et al., 2020) showed the impact of various comminution technologies on the recovery rate of some selected minerals. This is illustrated in Table 3 below;
Table 3: Impact of various comminution technologies on the rate of recovery of some selected minerals (Parapari S.et al., 2020).
|
Ore type |
Mineral(s) of Interest |
Comminution Technique |
Breakage Mechanism |
Remarks |
|
Lead-Zinc ore |
Galena and Sphalerite |
Vibratory rods & HPGR |
Vibration rods (Impact) HPGR (Compression) |
HPGR led to a higher recovery rate for both minerals |
|
Copper sulfide ore |
Chalcocite |
Slow compressive load |
Slow compression test |
Slow compression rate improved liberation in the grain boundary of ore |
|
Low grade iron ore |
Magnetite, quartz, feldspar |
Hammer mill & Piston-die press |
Piston-die press (compression), Hammer mill (impact) |
No variation in the degree of liberation of minerals |
|
Iron ore |
Hematite |
Jaw crusher & HPGR |
Jaw crusher (impact), HPGR (compression) |
Sloe compression on HPGR produced higher liberation degree |
|
(a) Gold ore containing pyrite (b) Copper sulfide ore |
Pyrite Chalcopyrite |
For a & b; JK rotary breakage tester |
For a & b; A range of force rate with energy levels 0.1 KWh/t, 0.2 KWh/t & 2.5 KWh/t |
For a & b; 1 Degree of liberation was better in compression 2 Liberation degree was the same in fine size fractions 3 The different energy levels had no impact on the liberation degree |
With recent advancements in technology, the future looks very promising regarding optimizing mineral comminution, grade, and recovery. Also, applying technology and mathematical modelling tools are highly encouraged as it will help improve the overall value chain of mining-related operations. The latter is already gaining ground with the introduction and adoption of geo-metallurgical modeling in many mining industries.
6.0 Discussion & Conclusions:
Having discussed comminution at length, its limitations, and effects in the various stages of the mineral value chain, we draw the following conclusions;
- Effective comminution is the key to optimize mineral processing plants and better manage ore dressing tailings.
- Comminution is greatly influenced by cost and energy requirements, ore type, and ore characteristics.
- Mineral separation and metal extraction processes are made more efficient with good and innovative size reduction and mineral liberation practices.
- Environmental conservation and raw materials sustainability are promoted by efficient size reduction methods.
- To achieve the best grade-recovery relationships in ore dressing, technological intervention, as well as statistical and mathematical models, are highly necessary.
References
- Baawuah, E., Kelsey C., Addai-Mensah J., and Skinner W. (2020). “Comparison of the performance of different comminution technologies in terms of energy efficiency and mineral liberation.” Minerals Engineering 156: 106454.
- Brown G.G. and Associates (1995). ““Unit Operations”, CBS Publishers “.
- Clarence H., Lorig H. G. (March 2017). “Mineral processing. Encyclopedia Britannica.”.
- Drzymala, J. (2007). “Mineral processing.” Foundations of theory and practice of mineralurgy: 381-382.
- Faramarzi, F., Kanchibotla S. S. and Morrison R. (2019). Simulating the impact of ore competence variability on process performance–Case study of a large copper mine. SAG Conference, Vancouver, Canada.
- Gross, J. (1938). Crushing and Grinding, US Government Printing Office.
- Inoue, T. (2009). “Mineral comminution and separation systems.” Civil Engineering-Volume II 5: 248.
- Kapadia, S. (2018). Comminution in mineral processing, Research gate.
- Lewis, F., L. FM, C. JL and B. RB (1976). “COMMINUTION: A GUIDE TO SIZE-REDUCTION SYSTEM DESIGN. I.”
- Liu, L., Tan, Q., Liu, L., & Cao, J. (2018). Comparison of different comminution flow sheets in terms of minerals liberation and separation properties. Journal of Mining Engineering, 1. https://doi.org/10.1016/j.mineng.2018.05.023
- Narayanan, C. and Bhattacharyya B. (1992). Mechanical Operations for Chemical Engineers: Incorporating Computer-Aided Analysis, khanna publishers.
- Oswer. (May 2012). “Introduction to mining and mineral processing.”
- Ozcan, O. and Benzer H. (2013). “Comparison of different breakage mechanisms in terms of product particle size distribution and mineral liberation.” Minerals Engineering 49: 103-108.
- Parapari S., Parian M., and Rosenkranz J. (2020). “Breakage process of mineral processing comminution machines–an approach to liberation.”
- Richardson, J. F., Harker J. H. and Backhurst J. R. (2002). Coulson and Richardson’s chemical engineering volume 2-particle technology and separation processes, Butterworth-Heinemann.
- Scott, A., Kanchibotla S. and Morrell S. (1999). Blasting for mine to mill optimisation. Proceedings of the Explo.
- Swain A.K., P. H. a. R. G. K. (2011). “Mechanical Operations. Tata McGraw Hill Education Pvt.ltd. New Delhi.”.
- Wills, B. A. and Finch J. (2015). Wills’ mineral processing technology: an introduction to the practical aspects of ore treatment and mineral recovery, Butterworth-Heinemann.
Arsalan Ahmad ¹ & Chinedu Francis Anochie ² ¹ Institute of Advanced Materials Bahauddin Zakariya University, Bosan road 60800 Multan, Pakistan ² Federal Ministry of Mines and Steel Development, Abuja, Nigeria